1.在商品目录所示的螺纹底孔直径范围内进行底孔钻孔加工。
(孔深度>插入后的长度+2.5×P)(间距))。
2. 使用螺纹套用丝攻进行螺纹加工(按照粗攻丝、细攻丝、精攻丝的顺序),彻底除去切屑。
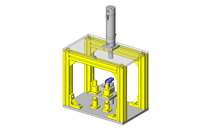
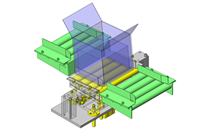
3. 将螺纹套插入到螺纹套插入工具的套筒前端(柄朝向前端),用心轴前端的开槽部夹住柄部(图1)。然后转动把手,将螺纹套插入工具前端的导向螺纹部中。此时,应确认螺纹套不会伸出套筒前端(剩余1、2个螺距)。
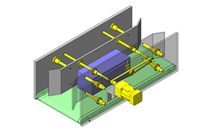
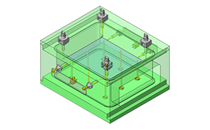
4. 将螺纹套插入工具垂直地抵在工件上,转动把手,将其插入螺纹套(图2)插入状况可通过套筒前端的开口部进行确认。插好之后从工件上拿走工具。
* 如果在插入方向上用力压住把手的同时进行插入,则会发生不连续螺牙等不良状况,因此,请水平并轻轻地转动把手。另外,请勿在插入过程中反转把手。否则会导致加工不良。
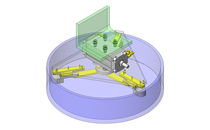
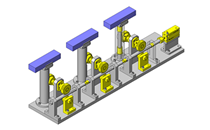
5. 插好螺纹套之后,插入去舌片工具,用榔头猛力敲打头部,将柄在缺口处折断(图3)。
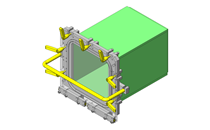
6. 拔出螺纹套时,用螺纹套拔出工具压住已插好的螺纹套,慢慢地向逆时针方向转动拔出(图4)。再向已拔出螺纹套的孔中插入螺纹套时,应再次穿过螺纹孔后插入。